


















Wolfram-Legierungskreis WNiFe



|
Produktdetails:
|
|
| Herkunftsort: | China |
|---|---|
| Markenname: | JX |
| Zertifizierung: | ISO 9001 |
| Modellnummer: | YG8/YG15 |
|
Zahlung und Versand AGB:
|
|
| Min Bestellmenge: | 2 STÜCK |
| Verpackung Informationen: | Sperrholzbox mit Schaumbrett mit Stoßdämpfer |
| Lieferzeit: | 15-25 Tage |
| Zahlungsbedingungen: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
Produkt-Beschreibung
Übersicht
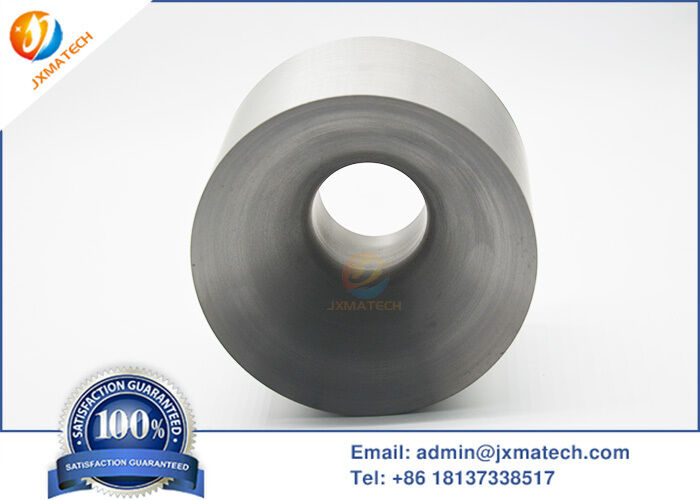
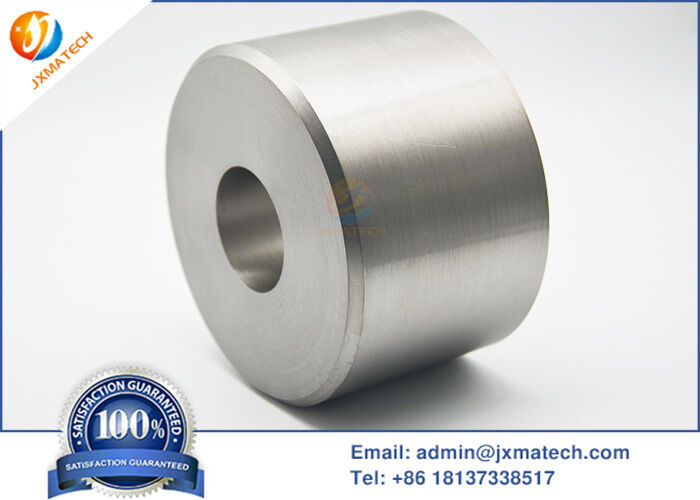
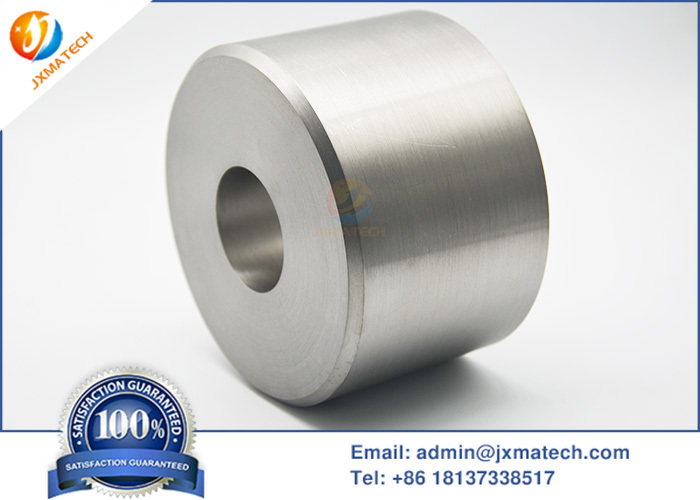
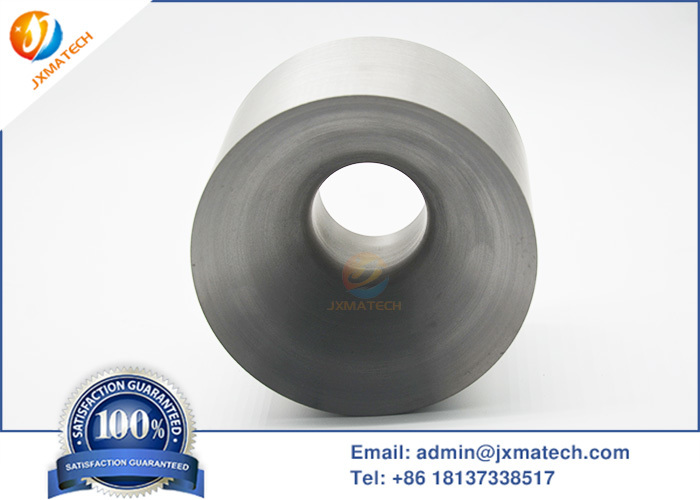
Wolframkarbiddosierungen sind Hochleistungsformdosierungen, die aus Wolframkarbid (WC) als Haupthartephase und Kobalt (Co) und anderen Materialien als Bindemittel hergestellt werden, wobei Pulvermetallurgie verwendet wird.Sie kombinieren eine hohe Härte., ausgezeichnete Verschleiß- und Stoßbeständigkeit und sind Kerngeräte im Bereich der Metall-Kunststoffverarbeitung.mit einer Breite von nicht mehr als 15 mm, jedoch nicht mehr als 15 mm, und kann die Verarbeitungsgenauigkeit und die Produktionseffizienz erheblich verbessern.
Vorteile von Wolframkarbid
Spezifikation für Wolframkarbiddüschen
| Zulassung | Die in Absatz 1 genannten Angaben sind zu beachten. |
| Überdosis | 10 bis 120 mm |
| Länge | 12 bis 50 mm |
| Öffnung | 1 bis 67 mm |
| Härte | ≥ 87HRA |
| Dichte | 140,4-15,87 g/cm3 |
| Oberfläche | Schleifen, Polieren |
| Lieferzeit |
ASTM, GB |
| Zertifizierung | ISO 9001 |
Zementkarbiddüseneinrichtung
1. Für Drahtziehung
| YG6X / YG6 | Feinstahldraht aus Nichteisenmetallen (Kupfer, Aluminium, Gold, Silber) | Es hat eine feine Korngröße, eine hohe Härte und eine gute Verschleißfestigkeit, was es für das Ziehen von Drähten mit kleinem Durchmesser geeignet macht. |
| YG8 | Allgemeiner Zweck (Kohlenstoffstahl, Edelstahl, Mittelschiffdraht) | Diese Klasse bietet die beste Leistungsbilanz, da sie sowohl eine gute Verschleißfestigkeit als auch eine hohe Festigkeit aufweist, was sie zur am weitesten verbreiteten Klasse macht. |
| YG15 | Rohre und Stangen (aus Kohlenstoffstahl, Lagerstahl) | Mit einem hohen Kobaltgehalt besitzt es eine hervorragende Zähigkeit und eine hohe Druckfestigkeit, was es für Zugarbeiten mit großen Verformungen und hohen Spannungen geeignet macht. |
2. Schmiedereien
Verfahren
1 Gemäß den spezifizierten Qualitätsanforderungen ist das Pulver aus Wolframkarbid (WC) und das Pulver aus Kobalt (Co) als Bindemittelphase genau zu verteilen.
2 Verwenden Sie beim Mischen eine Kugelmühle, um eine gleichmäßige Verteilung des Pulvers und eine gleichmäßige Partikelgröße zu gewährleisten.
3 Das gemischte Pulver wird in die Formhöhle geladen und das Werkstück mit kaltem isostatischem Pressen geformt, um eine gleichmäßige Dichte zu gewährleisten.
4 Das Hochtemperatursintern erfolgt unter Vakuum oder Wasserstoffschutzatmosphäre, um aus den WC-Partikeln und der Co-Bindungsphase ein dichtes Zement-Carbid-Blank zu bilden.
5 Der Außendurchmesser, die Höhe und die Endfläche des Leerstoffs werden mit Hilfe eines Oberflächenschleifers und eines zylindrischen Schleifers bearbeitet, um eine Toleranz des Außendurchmesser zu gewährleisten.
6 Erste Mikro-Löcher werden mit elektrischer Entladungsbearbeitung (EDM) erzeugt, wobei die Abweichung der Lochposition innerhalb von 0,002 mm kontrolliert wird, was eine Referenz für die Formung des Formenkerns bietet.
7 Diamantschleifstäbe werden zum Rohschleifen der vorgebohrten Löcher verwendet, wobei der Lochdurchmesser allmählich auf die Zielgröße vergrößert wird.
8 Auf hochpräzise, hochlastfähige Formen wird eine Beschichtung angewendet, um die Verschleißfestigkeit und Lebensdauer zu verbessern.
9 Umfassende Qualitätsprüfung während des gesamten Prozesses, einschließlich Härteprüfung, Dimensionsprüfung, visuelle Inspektion und zerstörungsfreie Prüfung,stellt sicher, dass das Produkt den internationalen Ausfuhrnormen entspricht.
Wolframkarbiddüschen Bilder
![]()
![]()
Verpackung
![]()
Tragen Sie Ihre Mitteilung ein
MATECH ZU ZAUBERN ist ein sachverständiger Anbieter auf der Metalllösung. Besonders auf den Produkten wie Wolframlegierungs-, Wolframkupfer, Titan-, Zirkonium-, Vanadium-, Hafnium-, Spritzenziel, Nobel-Metall usw.,
| JINXING MATECH CO LTD |
| STRASSE NO.57 KEXUEDADAO |
| 86-371-18137338517 |
| admin@jxmatech.com |